产品中心



无
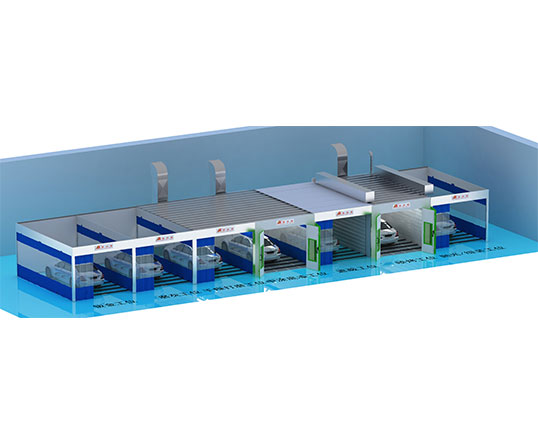
1. 钣金工位 1套
A. 内尺寸: 6900*3450*3100mm(L*W*H);
B. 房体系统: 顶部前面和左右两侧为喷粉顶围板和防静电PVC软帘; 后侧配50mm厚EPS墙板, 双面彩钢板厚: 0. 426mm;
2. 原子灰工位 1套
A. 内尺寸: 6900*3450*3100mm(L*W*H);
B. 房体系统: 顶部前面和左右两侧为喷粉顶围板和防静电PVC软帘; 后侧配50mm厚EPS墙板, 双面彩钢板厚: 0. 426mm;
3. 打磨工位 1套
A. 内尺寸: 6900*3450*2650mm(L*W*H);
B. 房体系统: 顶部前面和左右两侧为喷粉顶围板和防静电PVC软帘; 后侧配50mm厚EPS墙板, 双面彩钢板厚: 0. 426mm;
C. 8组*4支=32支36W灯管照明, 配专业镇流器;
D. 带静压室, 后墙侧排风, 送排风配一台5. 5KW双进风离心风机; 带微调节电动调节风门, 控制进排风量;
4. 中涂底漆工位 1套
A. 内尺寸: 6900*4000*2650mm(L*W*H);
B. 房体系统: 前面配一套钣金大门; 左右两侧为喷粉顶围板和防静电PVC软帘; 后侧配50mm厚EPS墙板, 双面彩钢板厚: 0. 426mm;
C. 8组*4支=32支36W灯管照明, 配专业镇流器;
D. 带静压室, 带地台(配全格栅), 后侧排风; 使用顶部滑轨三维烤灯进行底漆烘烤;
E. 送排风各配一台4KW双进风离心风机, 单台风机风量为: 12500m3/h; 带手动风门, 控制进排风量;
5. 遮蔽工位 1套
A. 内尺寸: 6900*3450*2650mm(L*W*H);
B. 房体系统: 顶部前面和左侧为喷粉顶围板和防静电PVC软帘; 后侧配50mm厚EPS墙板, 双面彩钢板厚: 0. 426mm; 右侧和喷烤漆房共用一套电动卷闸门, 卷闸门门洞尺寸: 6000×2370mm; 门体闸片采用铝合金夹芯型材, 内填保温材料聚胺脂(PU), 提升速度为0. 2m/S, 动力电压3×380V, 提升电机功率: 400W; 卷闸门品牌: 中泰;
C. 顶上配50mm厚EPS墙板, 双面彩钢板厚: 0. 426mm; 顶部带4组*4支=16支36W灯管照明, 配专业镇流器;
6. 喷烤漆工位 1套
A. 内尺寸: 6900*4000*2650mm(L*W*H);
B. 房体系统: 后侧采用50mm厚岩棉墙板, 双面彩钢板厚: 0. 426mm; 前面配一套钣金大门, 房体两侧各配一套电动卷闸门, 卷闸门门洞尺寸: 6000×2370mm; 门体闸片采用铝合金夹芯型材, 内填保温材料聚胺脂(PU), 提升速度为0. 2m/S, 动力电压3×380V, 提升电机功率: 400W; 卷闸门品牌: 中泰;
C. 8组*4支=32支36W灯管照明, 配专业镇流器;
D. 带静压室, 带地台(配全格栅), 后侧送排风;
E. 两台4KW进风机送风, 总送风量: 25000m3/h, 一台7. 5KW排风机排风, 排风量: 21000m3/h;
F. 加热系统: 1、配一台利雅路G20燃油燃烧机, 最大发热量: 18万大卡; 2、顶上配1台铝合金滑轨烤灯(选配), 6支灯管, 每支灯管1KW, 共6KW; 滑轨烤灯产地: 广州; 品牌: 广州景麟;
7. 抛光/组装工位 1套
A. 内尺寸: 6900*3450*3100mm(L*W*H);
B. 房体系统: 顶部前面和右侧为喷粉顶围板和防静电PVC软帘; 后侧配50mm厚EPS墙板, 双面彩钢板厚: 0. 426mm; 左侧和喷烤漆房右侧共用一套电动卷闸门, 卷闸门门洞尺寸: 6000×2370mm; 门体闸片采用铝合金夹芯型材, 内填保温材料聚胺脂(PU), 提升速度为0. 2m/S, 动力电压3×380V, 提升电机功率: 400W; 卷闸门品牌: 中泰;
8. 移动小车和轨道 1套
整条钣喷流水线配32台移动小车和6条*26. 05米/条=156. 3米轨道;